筛鼓安装前应确认哪些事项?
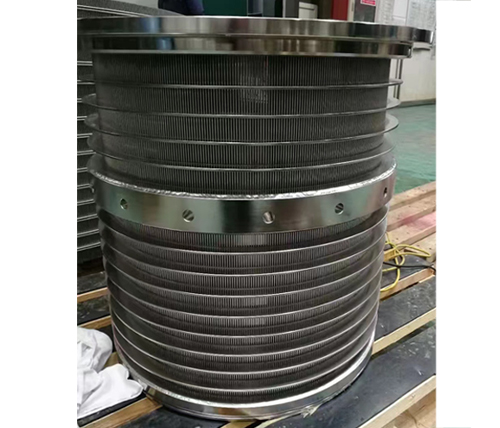
1)筛鼓安装前,确认内旋翼外流和外旋翼内流筛鼓波纹应与旋翼旋转方向相同,内旋翼内流与外旋翼外流筛相反,确认每个尺寸是否符合图纸尺寸标记和公差标记;
2)筛鼓安装到压力筛后,应适当调整筛鼓与旋翼之间的间隙,调整到工艺要求后,用固定螺栓固定牢固。在此过程中,须检查筛鼓与压力筛的结合部分是否有浆料泄漏点,一般来说,泄漏点Z的大间隙不大于选定的筛缝尺寸,以满足要求;
3)安装时要轻拿轻放,避免外力损伤筛鼓;
4)压力筛适用于0.15-0.30MPa,过小会影响浆量,过大会对筛鼓造成损伤。进出浆口也应保持稳定合适的浆压,一般在0.03-0.05MPa之间的压差合适;
5)一般来说,尾渣量为5-15%,当然可根据浆种适当增减,但在使用过程中建议保持尾渣排出顺畅:
6)浆料进入压力筛前,需要除去砂、石、铁等能造成筛鼓损伤的重杂质。棒筛Z可作为精筛使用,进入前粗筛除去大的轻杂质会使效率更高;
7)每次使用压力筛后,建议用清水清洗筛鼓,以便下次使用方便;
8)同等条件下的出浆量不符合要求时,应检查筛鼓间隙和波纹,如不符合要求,应更换。
相关新闻
- 内流式压力筛与传统筛选设备相比,在节能方面有哪些特殊优势?
- 浅谈修复筛鼓工艺的选择原则
- 筛板筛鼓之筛板加工的过程中怎样打造出精确的产品
- 筛鼓如何制作
相关产品